Durcissement de la machine en acier de durcissement d'induction pour l'extinction et le gâchage extérieurs
![]()
Le durcissement peut être défini simplement en tant que n'importe quel processus par lequel la dureté d'un matériel est augmentée et la ductilité est diminuée. Ceci peut être fait afin de renforcer des surfaces de haut-usage et prolonger la durée de vie des pièces. Bien qu'il y ait un certain nombre de différentes méthodes pour durcir qui peut être plus ou moins approprié selon la matière employé, la technologie d'induction est souvent utilisée dans un processus durcissant connu sous le nom d'extinction et gâchage.
L'extinction et le gâchage est un processus durcissant qui peut seulement être effectué dans le milieu à l'acier à haut carbone. L'acier est chauffé à une haute assez de température pour la structure cristalline du fer à changer du ferrite en l'austénite. Dans cet état en cristal changé, l'acier peut dissoudre beaucoup plus de carbone qu'il pourrait autrement. L'acier est alors éteint utilisant l'eau, le pétrole, ou, dans le cas de l'équipement d'induction, une solution d'eau-polymère. Cette extinction refroidit l'acier rapidement qui empêche des précipités de carbone de former qui peut réduire la dureté finale de l'acier. Une fois que l'acier refroidit à un bas assez de température, la structure cristalline essaye de retourner à son état à basse température. En ce moment, l'acier a dissous plus de carbone qu'il peut se tenir dans son état à basse température original ainsi il transforme en structure cristalline différente appelée la martensite. La martensite est extrêmement dur due à avoir tordu des structures cristallines et une saturation plus élevée de carbone. En ce moment, l'acier est très des travaux forcés mais en conséquence, il est également très fragile. Le gâchage implique de chauffer le support en acier à une température beaucoup plus basse afin de réduire légèrement la dureté et, à leur tour, réduit la fragilité. La température à laquelle l'acier est chauffé dépend de combien de dureté doit être maintenue par l'acier. Une fois que la dureté désirée est réalisée, l'acier est éteint encore afin d'empêcher la chaleur résiduelle de gâcher l'acier plus loin.
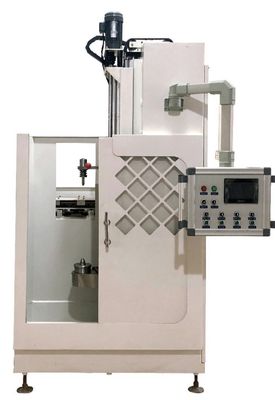
La machine de durcissement d'induction est utilisée pour le durcissement extérieur et par le durcissement, par l'intermédiaire du durcissement ou du balayage statique le durcissement selon le type différent d'objets tels que les axes, la vitesse, l'accouplement, les disques de frein, les chaînes, les petits pains, les tuyaux, les dalles, les tiges etc., chauffage par induction permet à la chaleur de s'appliquer sur la superficie particulière de la pièce, précise durcissant en particulier la zone assure bon durcissant la qualité.
Le système de durcissement d'induction de la GY consiste vertical, horizontal, plaque tournante et machines adaptées aux besoins du client de durcissement d'induction. Ces machines sont fournies par de petites, manuellement chargées machines à de grandes, automatiques usines durcissantes avec la puissance de sortie 80kW-500kW de convertisseur d'induction et à éventail de fréquence.
![]()
DÉTAILS RAPIDES :
| Nom | Pulvérisez le refroidissement en éteignant la machine de durcissement d'induction de machine pour gâcher la vitesse | Application | Extinction et gâchage |
| Poids net | 900kg | Méthode de refroidissement | immersion, hydrojet |
| Dimension | 1100*900*2000 | Certificat | CE, GV |
PARAMÈTRES TECHNIQUES :
Le diamètre maximum d'éteindre le matériel : 300mm
Le poids maximum du morceau de travail : 50kg
Vitesse de fonctionnement de morceau de travail : 1-30mm/s
Vitesse de descente de morceau de travail : 120mm/s
Vitesse d'axe principal : 1-200r/min
Puissance de moteur de motivation essentielle : 1.5kw
Méthode de refroidissement : immersion, hydrojet
Poids de machine : 900kg
Dimension : 1100*900*2000
Mode de transmission : rotation mécanique
![]()
AVANTAGES D'INDUCTION ÉTEIGNANT ET GÂCHANT :
La technologie d'induction est la plus employée souvent en éteignant et le gâchage des procédures où elle fournit les avantages les plus distincts. Cette procédure exige des quantités extrêmes de précision dans la chauffage et l'extinction de l'acier afin de réaliser le profil désiré de dureté. Même les variations extrêmement petites de la procédure telle que le chauffage pendant une seconde trop longue ou éteignante à la température fausse peuvent avoir comme conséquence de grandes variations de la partie à la cloison pour cette raison, contrôle précis du processus devient primordiale. La technologie d'induction offre plus de contrôle que n'importe quelle autre méthode de chauffage.
La manipulation et fixturing automatiques des composants pour chauffer et éteindre prévoit des cadences de fabrication élevées et les aides pour produire à pièce cohérente de résultats après induction de cloison est la méthode de loin la plus rapide de durcissement et de traitement de la chaleur. En conséquence, le processus ne produit la déformation minimale, aucune décarburation extérieure, la microstructure de grain fin, et les modèles avec précision commandés de dureté. l'induction est la solution parfaite pour n'importe quelle installation regardant pour intensifier la production au prochain niveau.
![]()
Le durcissement d'induction est le processus de chauffage qui augmente la dureté et la résistance à la traction des matériaux ferreux tandis que le gâchage d'induction est employé pour augmenter la dureté des alliages basés sur fer. Le gâchage est habituellement exécuté après durcissement afin de réduire une partie de la dureté excédentaire.
![]()
![]()
Nos services
Service préalable à la vente.
service de Dans-vente.
Service après-vente.